Nullam dignissim, ante scelerisque the is euismod fermentum odio sem semper the is erat, a feugiat leo urna eget eros. Duis Aenean a imperdiet risus.
Nullam dignissim, ante scelerisque the is euismod fermentum odio sem semper the is erat, a feugiat leo urna eget eros. Duis Aenean a imperdiet risus.



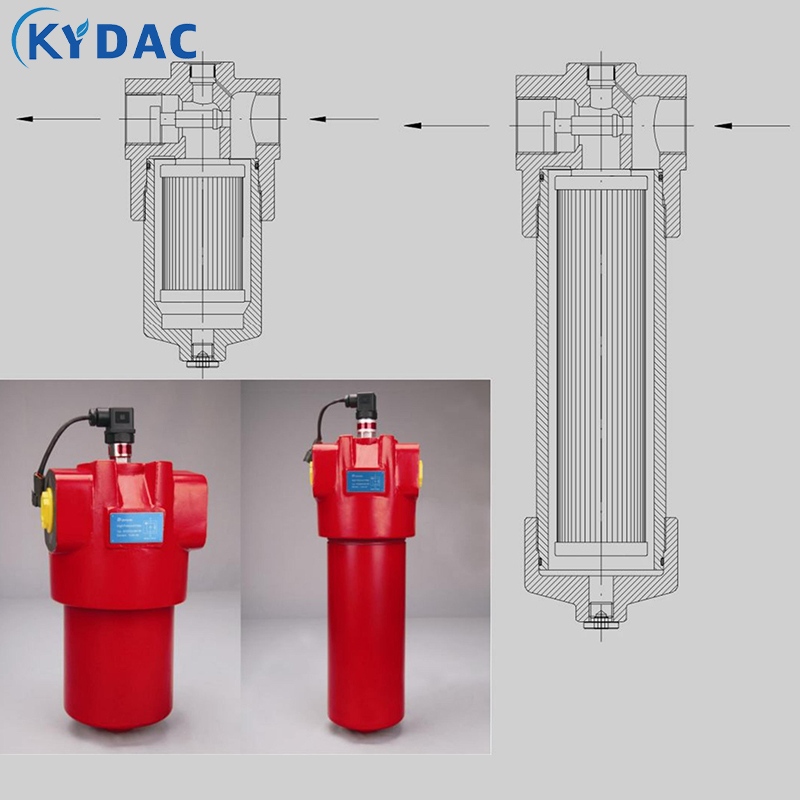
ZU-H, QU-H series filters are installed on pressure pipeline of the hydraulic system, there are these characteristics: high pressure resistance, high accuracy & multi-function etc., which can meet various requirements from the customer through installing different components. Series filter adopts glass fiber filter material, with high filtration rating, big flow rate capacity, low original pressure loss, large contamination retention capacity etc. advantages.
PLF series filter is installed on the different pressure lines of the hydraulic system; it has high oil-passing capacity, low initial pressure loss, high dirt-holding capacity and so on, which can meet the various requirements from the customers.
GU-H series filter is installed in the pressure pipeline of hydraulic system, used to clear away or prevent the pollutants invading or generated in the hydraulic oil, prevent valve core stuck, throttling the small holes, cracks and damp holes blocking, and excessive wear of hydraulic components etc. failures happening; This series of filter is equipped with the bypass valve and check valve, accordingly have the dual protection, also with differential pressure indicator, when the element is clogged to oil inlet/outlet and pressure difference reaches 3.5bar, the signal is sent out, the filter element should be cleaned or replaced.
DFZ series filters are used in high pressure line of hydraulic system, which have high pressure resistance, high accuracy, multifunction etc. characteristics, through mounting the different components to meet various installation requirements from the customers. (Can replace Hydac DF series)
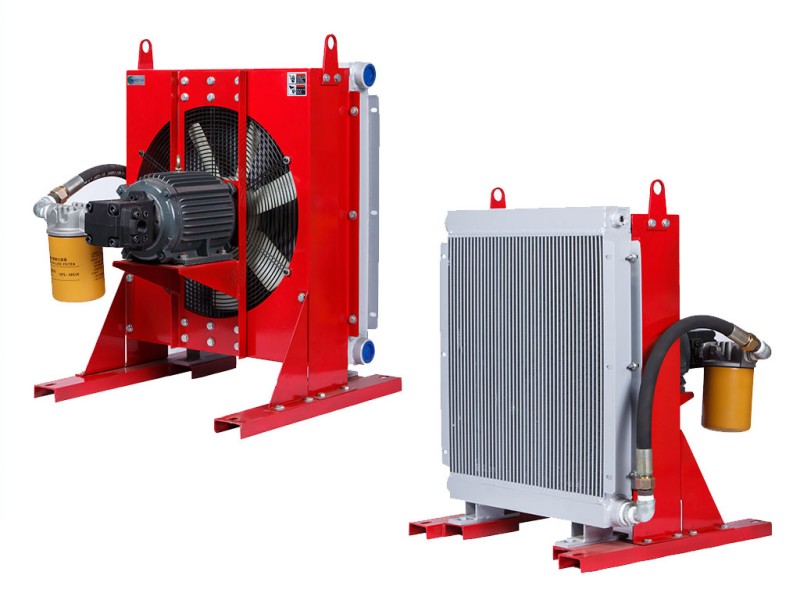
The cooler uses high-performance heat sink and hydraulic motor, so that it can be used for a long time in complex engineering machinery applications with barrier-free operation. The compact design makes the cooler suitable for most equipment and shows high efficiency in terms of heat dissipation, and the space occupied is very small.
The cooler is specially used in construction machinery, and uses high-performance heat sink and hydraulic motor, so that it can operate without barrier for a long time in complex engineering machinery applications; the compact design makes the cooler suitable for most equipment, with high heat dissipation and refrigeration performance and small space occupation.
The series of oil cooler assemblies for concrete mixers produced by our company have performed well in years of practical use and won unanimous praise from customers. The assembly integrates a cooler, oil tank, fan, air guide cover protective net, temperature switch and filter. The oil tank and radiator are integrated, and the filter is connected to the oil tank through a flange. For the available models, please refer to the table on the first page.
Dangerous environment with flammable and explosive gases, dust or vapors, mainly used for safely cooling equipment to ensure the continuous operation of industrial production. Typical applications: Reactor circulation oil systems, coal mining machines, tunnel boring machines, continuous casting machine hydraulic transmission systems.
ZU-H, QU-H series filters are installed on pressure pipeline of the hydraulic system, there are these characteristics: high pressure resistance, high accuracy & multi-function etc., which can meet various requirements from the customer through installing different components. Series filter adopts glass fiber filter material, with high filtration rating, big flow rate capacity, low original pressure loss, large contamination retention capacity etc. advantages.
PLF series filter is installed on the different pressure lines of the hydraulic system; it has high oil-passing capacity, low initial pressure loss, high dirt-holding capacity and so on, which can meet the various requirements from the customers.
GU-H series filter is installed in the pressure pipeline of hydraulic system, used to clear away or prevent the pollutants invading or generated in the hydraulic oil, prevent valve core stuck, throttling the small holes, cracks and damp holes blocking, and excessive wear of hydraulic components etc. failures happening; This series of filter is equipped with the bypass valve and check valve, accordingly have the dual protection, also with differential pressure indicator, when the element is clogged to oil inlet/outlet and pressure difference reaches 3.5bar, the signal is sent out, the filter element should be cleaned or replaced.
DFZ series filters are used in high pressure line of hydraulic system, which have high pressure resistance, high accuracy, multifunction etc. characteristics, through mounting the different components to meet various installation requirements from the customers. (Can replace Hydac DF series)
This cooler adopts a double-unit structure, which is composed of two oil coolers with the same area and a three-way device, one in operation and one for standby. Each cooler can bear the cooling load of the entire system. The tube sheet is fixed at one end and floating at the other end, with detachable tube boxes and water chamber covers, which facilitate cleaning, inspection and maintenance during operation. Multiple material options are available for the cooler according to the application site and water system conditions.
The SGLL series coolers adopt a double-unit structure, which is composed of two oil coolers with the same area and a three-way device, one for use and one for standby. Each cooler can bear the cooling load of the entire system. The tube sheet is fixed at one end and floating at the other end, with detachable tube boxes and water chamber covers, which are convenient for cleaning, inspection and maintenance during operation. Multiple material options are available for the coolers according to the application site and water system conditions.
The GLL series coolers employ bare tube (unfinished) heat transfer tubes (traditional structure). Small models use a fixed tubesheet structure, while medium and large models use a moving tubesheet structure. The bare tube (unfinished) heat transfer tubes offer high external film heat transfer coefficients and strong resistance to fouling. They are suitable for cooling high-viscosity and dirty oils, as well as water-to-water and water-to-gas heat exchange. Depending on customer requirements, the GLL series can be made of stainless steel or special alloy materials, suitable for heat exchange applications involving chemical, high-temperature, and seawater media. The medium and large models in this series utilize a moving tubesheet structure, allowing the tube bundles to be disassembled for cleaning and repair. This series, ranging from small to medium-to-large, can be designed and manufactured according to customer requirements, covering a wide range of applications.
The GLP series high-efficiency sleeved fin oil coolers designed and produced by our company are a new generation of high-efficiency and energy-saving products developed in response to the requirements of the era of energy conservation and environmental protection and combined with the application characteristics of internationally advanced coolers. They are high-tech products recommended by Jiangsu Province. This product has the characteristics of small volume, high heat transfer coefficient, light weight, low water and energy consumption, and is widely used in lubrication systems, plastic machinery, air compressors, refrigeration systems, hydraulic systems, power generation equipment, as well as petroleum, chemical industry, metallurgy, gas separation systems, textile and other industries.


A large cloud computing data center in northern China faced a severe challenge: its traditional air-cooling system was nearing its limit. Server room temperatures frequently approached alert levels during summer, and the enormous energy consumption for heat dissipation kept operational costs high. Its PUE (Power Usage Effectiveness) value consistently remained above 1.5, failing to meet the development requirements for green data centers. Instead of simply expanding its air conditioning capacity, the data center initiated a strategic partnership with Huawei Digital Power. Together, they deployed a new indirect evaporative cooling and liquid cooling integrated solution, where high-efficiency water coolers (chillers + liquid cooling plates) served as the core of the entire plan. The key to the collaboration was deep integration and joint optimization: 1. Co-design: The Huawei team deeply integrated its self-developed FusionCol indirect evaporative cooling system with the data center’s IT equipment layout and heat load profile, participating in the planning from the early building phase to maximize the use of natural cooling resources. 2. Scenario-based Application: For high-density AI computing server clusters, the partners jointly tested and deployed cold plate liquid cooling. Chilled liquid from the water coolers was directly circulated through sealed pipes to cold plates attached to the server chips, enabling efficient and precise heat dissipation. Outcome: After project completion, the data center’s annual PUE dropped to below 1.25, with natural cooling providing free cooling for over 60% of the year. Compared to the traditional solution, total energy consumption was reduced by more than 30%, equivalent to saving tens of millions of kilowatt-hours annually. Furthermore, servers operated in a lower-temperature, more stable environment, enhancing both performance and reliability. This case demonstrates that modern collaboration involving water coolers has evolved from mere equipment supply to an energy-efficiency strategic partnership starting from top-level design. By deeply integrating technology with the operational scenario, it transforms cooling from a “cost center” into an “efficiency engine,” jointly defining the new standard for the next generation of green data centers.

In the factory of a large excavator manufacturer in Zhejiang, newly assembled equipment on the final production line awaited testing. However, a batch of specialized machines destined for tropical rainforest regions repeatedly showed potential failure symptoms—early wear of hydraulic pumps and spool sticking in their hydraulic systems under high temperature and humidity. The core issue pointed to the “first line of defense”: the suction filter. Standard filters couldn’t handle the slight oil emulsification and finer particle intrusion caused by the local damp environment. Instead of tackling the problem alone, the manufacturer immediately formed a joint project team with its long-term partner, the German filtration specialist MANN+HUMMEL. Engineers from both sides conducted an in-depth analysis of the faulty units and local operational data, defining the new requirements: the filter needed enhanced water separation capability and higher dirt holding capacity, while maintaining very low flow resistance to ensure proper pump suction. Based on this, MANN+HUMMER initiated a customized co-development project: 1. Material & Structural Innovation: A special glass fiber composite filter media was adopted, which significantly improved the coalescing separation of trace water from the oil while efficiently capturing particles. 2. Collaborative Performance Validation: The manufacturer provided access to its hydraulic test benches. Together, they conducted over 500 hours of enhanced endurance and pulse fatigue testing, simulating conditions harsher than real-world operations to verify reliability. Outcome: This jointly developed dedicated suction filter reduced hydraulic system failure rates for those excavators in the rainforest region by over 70%. Equipment availability and customer satisfaction saw substantial improvement. This successful collaboration not only solved a specific problem but also led to a new high-performance product series, which became the standard configuration for the manufacturer’s equipment in global markets with special operating conditions. This case demonstrates that superior suction filter service results from deep integration, joint requirement definition, and collaborative development and validation between the supplier and the OEM. It transcends a simple buyer-seller relationship, evolving into a strategic partnership aimed at jointly enhancing the competitiveness of the end product, silently safeguarding the purity of the “blood” in every heavy equipment’s hydraulic system.

In the roaring world of industry, there exists a class of components seldom in the spotlight, yet serving as the “unsung heroes” of efficiency and safety—aluminum alloy air coolers. Leveraging their lightweight nature, high thermal conductivity, and excellent corrosion resistance, they undertake the critical task of ensuring key equipment can “think coolly” in harsh environments ranging from extreme cold to intense heat. Behind these successful applications often lies not solitary effort, but the crystallization of close collaboration across the industrial chain, jointly overcoming challenges. This article explores two typical partnership cases to reveal how this “win-win cooperation” model continuously drives aluminum alloy air cooler technology to break through limits and serve broader frontiers. Case Study One: Empowering Green Energy, Guarding the Heart of Offshore Wind Farms Collaborators: Guizhou Yonghong Heat Exchange & Cooling Technology Co., Ltd. and Global Wind Power Leaders (e.g., VESTAS, GE, Goldwind) The Challenge: Inside the nacelles of offshore wind turbines, core components like frequency converters and generators continuously produce significant heat. Simultaneously, the equipment must endure the highly corrosive marine environment characterized by high salt and humidity, posing extremely stringent demands on the cooler’s reliability, lightweight design, and corrosion-resistant lifespan. The Innovative & Collaborative Solution: Yonghong Heat Exchange, a leading domestic manufacturer of aluminum heat exchange components, leveraged its nearly five decades of technical expertise to engage in deep collaboration with leading wind turbine OEMs. Together, they focused on developing specialized aluminum alloy plate-fin coolers. The core innovation of this partnership lay in materials and processes: 1. Ultimate Corrosion Resistance: Through special material formulations and surface treatment processes, their products achieved a corrosion-resistant lifespan of 6,000 hours in accelerated acidic salt spray tests, far exceeding the common market standard of 1,400 hours, ensuring stable equipment operation offshore for 16-20 years. 2. Lightweight & Efficient Design: The inherent advantages of aluminum alloy reduced the top-of-tower load. Joint simulation and customized design addressing the unique spatial layout and heat dissipation needs of offshore wind ensured maximized cooling efficiency. Outcomes & Value: Through in-depth collaboration, Yonghong’s products successfully addressed the critical cooling challenges of offshore wind. Their aluminum heat exchangers are now used in nearly 80% of global offshore wind power equipment. This partnership not only achieved import substitution for a key component but also established a high-end, Chinese-made cooling product as the “standard” in the world’s green energy industry, laying a solid foundation for the highly reliable, long-cycle operation of the wind power sector. Domestic major energy enterprises like Zhejiang Energy Group have also procured domestically produced aluminum alloy plate-fin coolers for their offshore wind projects, reflecting market recognition of this mature collaborative achievement.

The core value of water coolers lies in upgrading from "extensive heat dissipation" to "precision thermal management." Through closed-loop water circulation, they provide stable, efficient, and precisely controllable cooling solutions for various industries, directly contributing to the enhancement of equipment performance, process quality, and energy efficiency.

As the "first line of defense" for hydraulic systems, the core solution of suction filters lies in implementing source precision filtration and system-adaptive protection. By intercepting contaminant particles at the pump inlet, they fundamentally protect costly, precision core components like pumps and valves, enhancing the reliability and optimizing the total cost of ownership for hydraulic equipment across all industries.
Facing the growing demand across industries for efficient, compact, and reliable equipment cooling, aluminum alloy air coolers have become a standardized thermal solution for diverse fields, leveraging their core advantages of lightweight construction, high thermal conductivity, and strong corrosion resistance. Their value lies not in a single product but in providing precise system-level thermal management strategies for different scenarios.

We are an international trading company at the forefront of industrial component supply, backed by a dedicated manufacturing base with deep expertise in engineering and production. We specialize in providing three core lines of high-performance products that are essential for the reliability and efficiency of modern machinery: Aluminum Alloy Air Coolers, Water Coolers, and Suction Filters. Our mission is to bridge global industries with precision-engineered cooling and filtration solutions, ensuring our partners' equipment operates at peak performance across diverse and demanding environments. Our Core Product Portfolio We understand that every industry faces unique thermal and contamination control challenges. Our factory-produced portfolio is designed to meet these specific needs. Contact us today to explore a partnership.
Years Experience
Vehicle Suitable Accessories
Vehicle Brands
Vehicle Suitable Accessories